[施工範囲]
鉄筋径:D16~D51
材 質:SD345~SD490
ガス圧接の原理
鉄筋のガス圧接は、接合端面を突き合せて、圧力を加えながら、接合部を酸素・アセチレン炎で1200℃~1300℃ に加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する工法です。
突き合せた両端面の原子が接合面を跨いで拡散し、金属結合して一体化することにより接合されます。このため次の3つの条件が必要です。
(1) 加圧:両端面の原子間距離を近づけ、金属結合を促進させる。
(2) 加熱:変形抵抗を減じ、原子の動きを活発にする。
(3) 圧接時間:圧接端面の原子が全て金属結合する時間を確保する。

「ガス圧接部」
SD490の手動ガス圧接
※近年、建築の高層マンション工事やビル工事・土木の高架工事や橋脚工事において高強度鉄筋の使用が増加している傾向にあります。弊社では高強度SD490の異形鉄筋やネジ節鉄筋のガス圧接(D19~D51)であっても、株式会社ダイア「自動加圧装置SPW-51」を使用し、確かな手順と規格で施工しております!!!


「SPW-51」

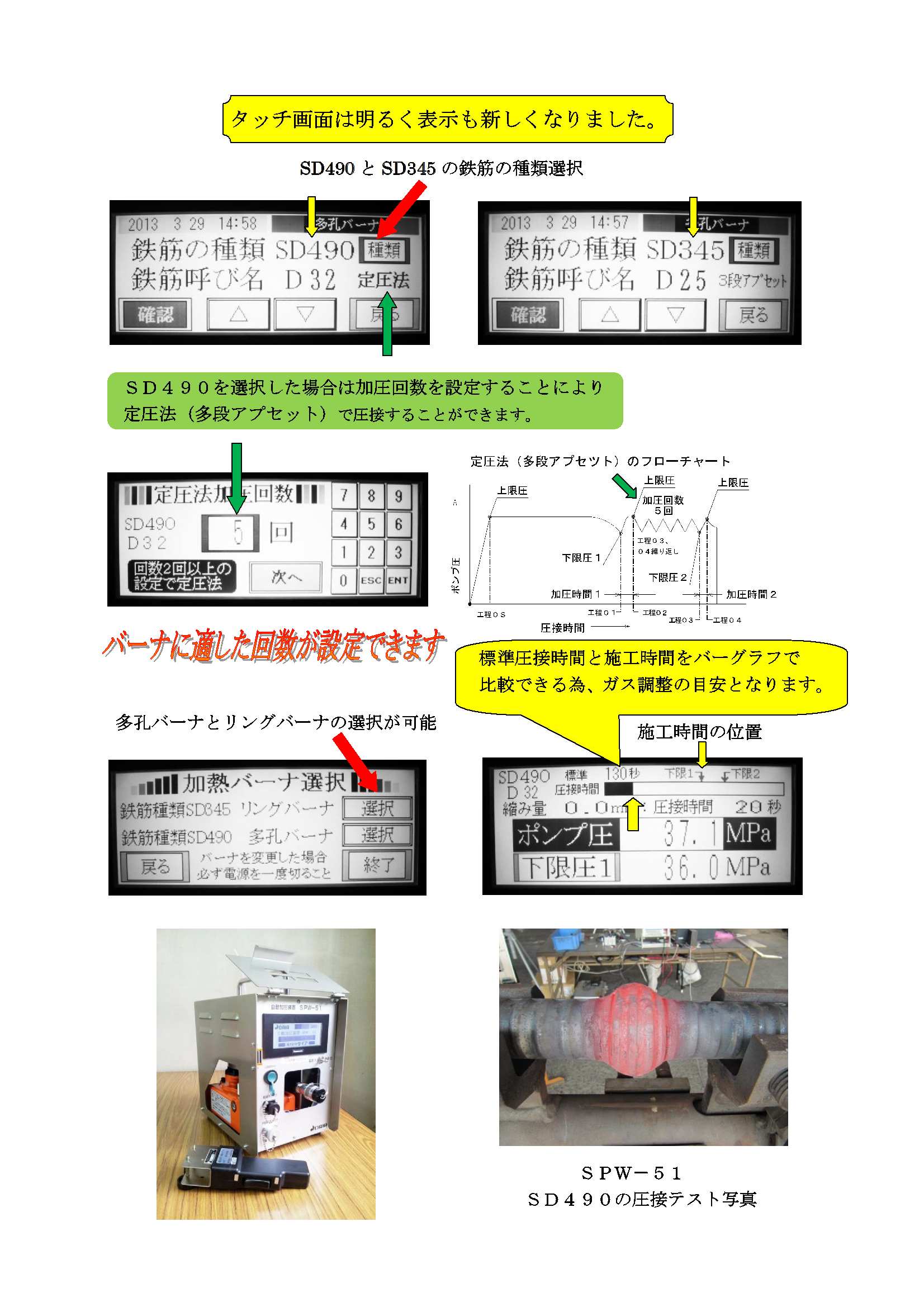
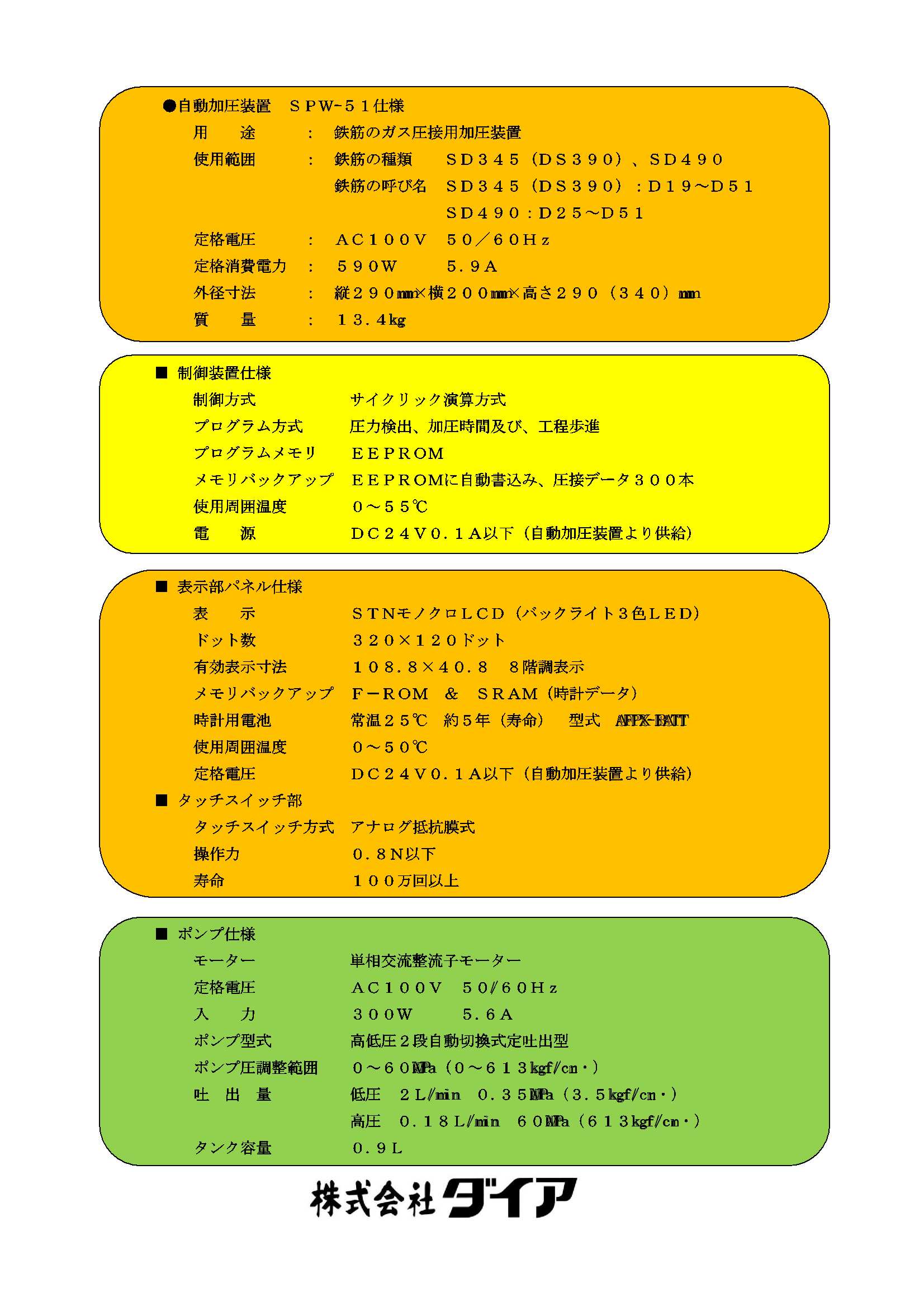
「SPW-51カタログ」


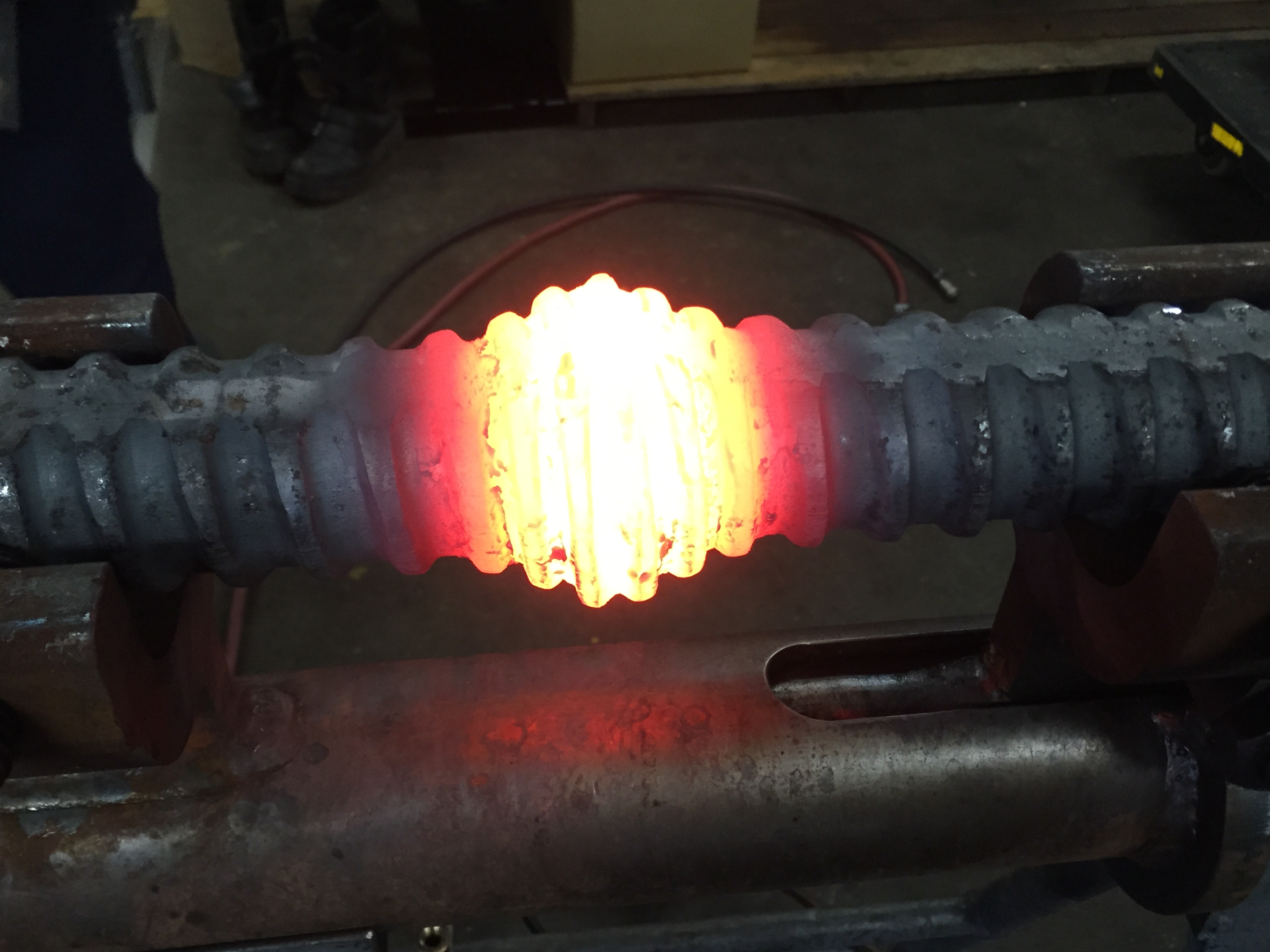
「SPW-51使用のSD490・D51のネジ節鉄筋の圧接部」

「曲げ試験」
数ある鉄筋継手の中で 2本の鉄筋を1本の鉄筋に出来る継手はガス圧接だけです!!!