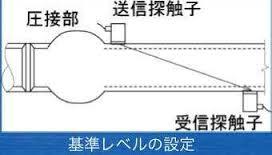
~超音波探傷検査の原理~
※超音波を鉄筋圧接部に照射し、その反射波を検出することにより、内部の欠陥の有無を測定します。測定器は、超音波探傷器を使用し、斜角探触子を検査部分にあてがいます。圧接部に鉄筋軸方向から2反触子K走査法で超音波を入射させると、圧接面が完全に金属結合して欠陥が存在しなければ入射波は圧接面を通過し、反射しません。しかし、圧接面に欠陥が存在すればそれによって超音波が反射され、その反射波から得られる情報を使って圧接部の評価を行うことができます。
~超音波探傷検査の長所~
抜取引張試験に比べて、超音波検査は、下記の長所があります。
•その場で合否判定の結果がでます。
•実際の構造物に使う部材の判定ができます。
•必要に応じて全数検査が可能です。
~超音波探傷検査の手順~
1.1ロットは、1組の作業班が1日に行った圧接(約200箇所程度)箇所とします。
2.試験の箇所数は1ロットに対し30箇所とし、ロットから無作為に抜き取ります。
3.試験方法及び判定基準は、JIS Z 3062(鉄筋コンクリート用異形棒鋼ガス圧接部の超音波探傷試験方法及び判定基準)によります。
4.試験従事者は、当該ガス圧接工事に関連がなく、超音波探傷試験の原理及び鉄筋ガス圧接部に関する知識を有し、かつ、その試験方法等について十分な知識及び経験のある者とし、証明する資料等を監督職員に提出します。
5.ロットの合否判定は、ロットのすべての試験箇所が合格と判定された場合に、当該ロットを合格とします。
6.不合格ロットが発生した場合の処置は、合格ロットはそのまま受入れ、不合格ロットは全数検査とします。
7.圧接工事の中止および再開
不合格ロットが発生した場合、圧接工事を中止し、工事の再開は、欠陥の発生原因調査、発生防止措置を施した後に、監理・責任技術者の承認を得なければなりません。
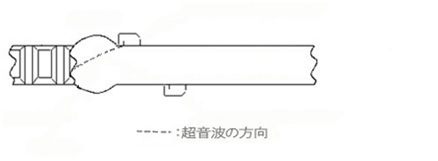
欠陥がない場合
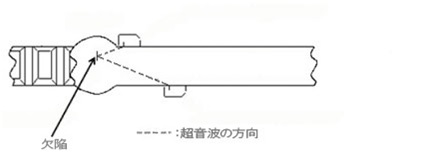
欠陥がある場合

「超音波探傷検査」